In the pharmaceutical and chemical industries, temperature control is not just about preservation—it is about safety, compliance, and the integrity of life-saving medications. Ningbo Lucky Star Import & Export Co., Ltd. was recently selecte...

In the pharmaceutical and chemical industries, temperature control is not just about preservation—it is about safety, compliance, and the integrity of life-saving medications. Ningbo Lucky Star Import & Export Co., Ltd. was recently selected to provide a specialized cold storage solution for a pharmaceutical distribution center. This case study explores how our high-precision refrigeration units, featuring advanced electronic expansion valves, compressors, condensers, and evaporators, meet the rigorous standards of the medical sector.
Pharmaceutical products, such as vaccines and biologics, often require storage within a very narrow temperature range (typically 2°C to 8°C). Even a brief excursion outside this range can render the products ineffective or dangerous. Furthermore, the system must comply with GSP (Good Supply Practice) standards, which require detailed temperature logging, redundant backup systems, and high levels of equipment reliability.
Lucky Star developed a dual-circuit refrigeration system to ensure 100% uptime and maximum temperature stability.
1. The Role of the Electronic Expansion Valve in StabilityThe most critical component in this pharmaceutical application is the electronic expansion valve. Traditional valves can have a "hunting" effect, where the temperature oscillates as the valve opens and closes. Our high-resolution electronic expansion valve eliminates this issue, providing a smooth and steady flow of refrigerant. This allows the system to maintain a constant temperature with a precision of ±0.1°C, which is essential for meeting pharmaceutical storage protocols.
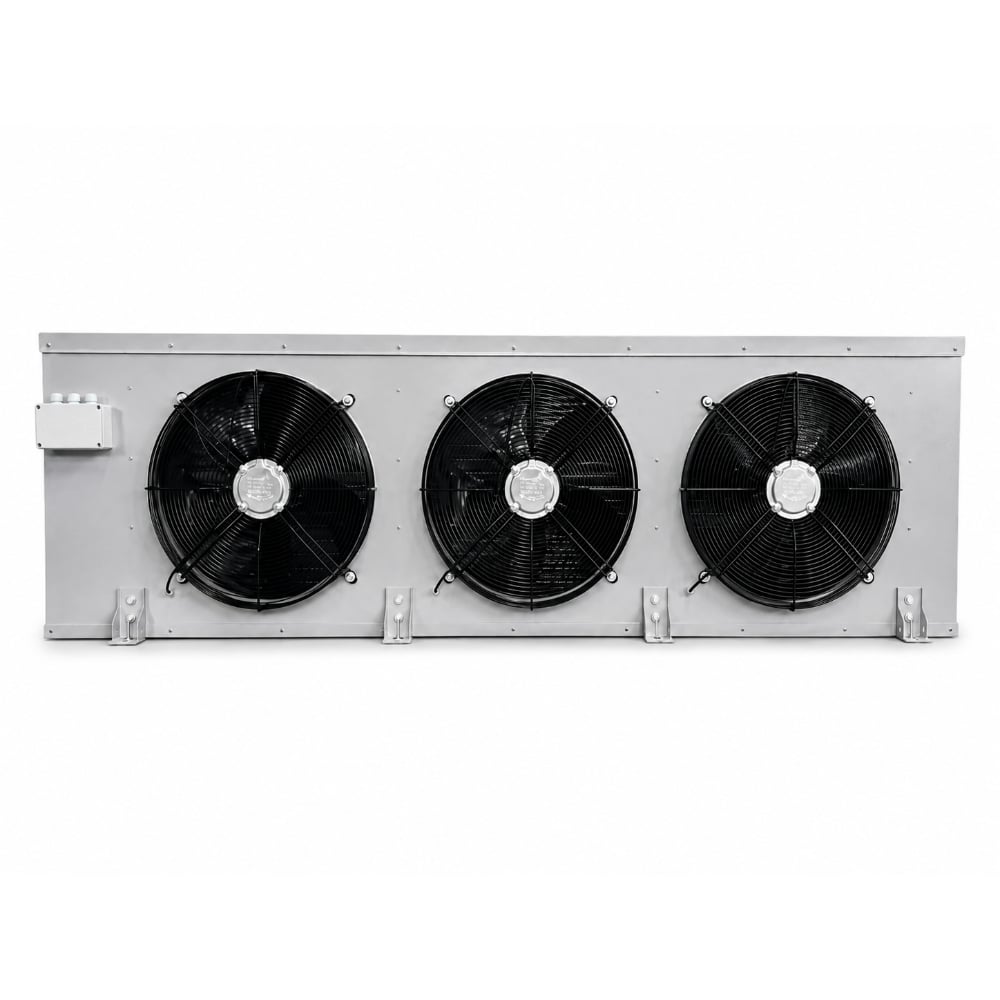
2. Specialized Evaporators and CondensersThe evaporators used in this project are constructed with high-grade materials to prevent corrosion from any chemical vapors that might be present. They are designed for low-velocity airflow to prevent localized freezing of sensitive liquid medications. The air-cooled condenser is equipped with protective coatings and high-efficiency fans, ensuring that the refrigeration unit can reject heat reliably even if the facility is located in a harsh industrial environment.
3. Redundant Compressor ConfigurationTo ensure the safety of the high-value inventory, we utilized a redundant compressor setup within the refrigeration unit. If one circuit fails, the second circuit immediately takes over the full load, and the system sends an automated alert to the facility manager. This "fail-safe" design is a hallmark of Lucky Star’s commitment to the pharmaceutical industry.
The pharmaceutical client successfully passed their GSP audit with flying colors, citing the Lucky Star system's exceptional stability and integrated data monitoring as key factors. The facility now operates with the confidence that their temperature-sensitive inventory is protected by the best technology available.
|
Requirement |
Lucky Star Solution |
Outcome |
|
Ultra-Stable Temperature |
High-precision Electronic Expansion Valve |
±0.1°C temperature variance maintained |
|
System Reliability |
Redundant Compressor & Dual Circuits |
100% uptime and inventory protection |
|
Corrosion Resistance |
Specially coated Evaporator and Condenser |
Long equipment life in industrial settings |
|
GSP Compliance |
Integrated Refrigeration Unit monitoring |
Seamless data logging and audit readiness |
The pharmaceutical and chemical sectors demand the highest levels of engineering precision. Lucky Star’s ability to integrate compressors, condensers, and evaporators with the extreme accuracy of electronic expansion valves makes us the ideal partner for medical-grade cold storage. We understand that in this industry, our equipment isn't just storing products—it's protecting health and safety. Our commitment to quality ensures that Lucky Star remains a trusted name in pharmaceutical cold chain solutions.

Copyright © 2026 Ningbo Lucky Star Import & Export Co., Ltd. All rights reserved. - Privacy policy